
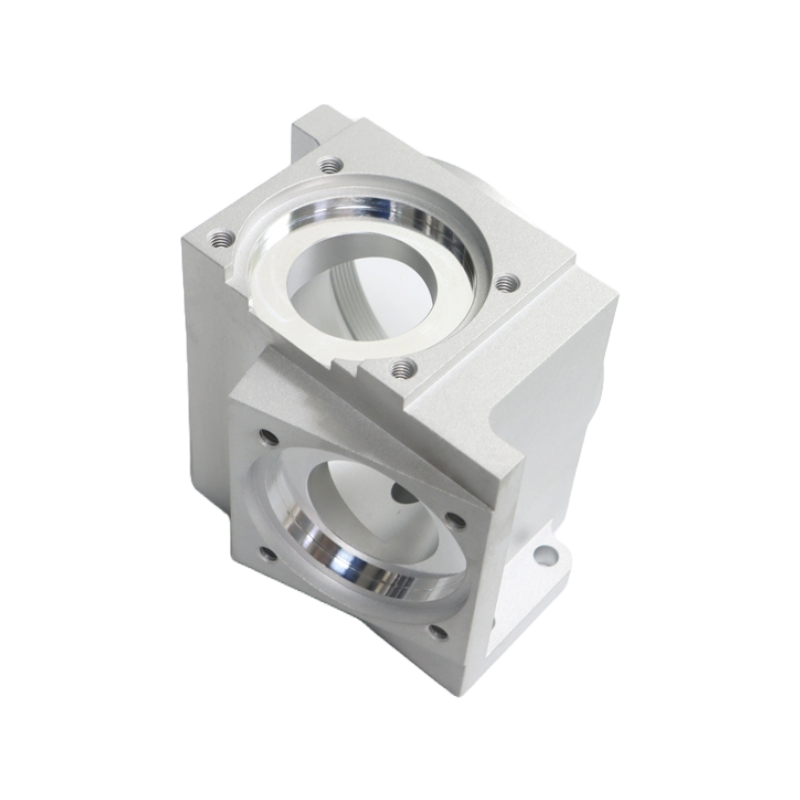
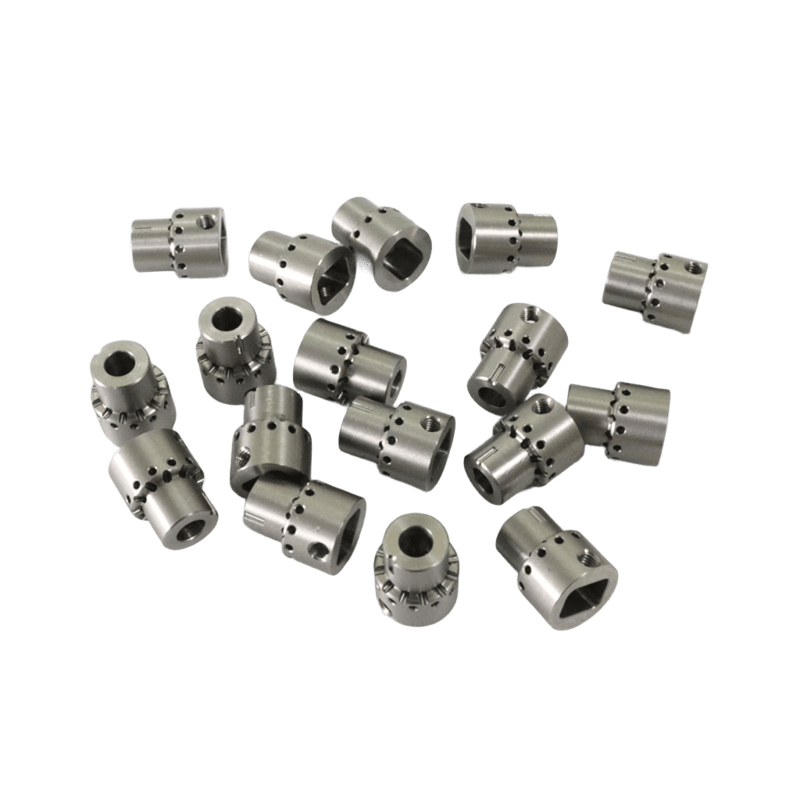
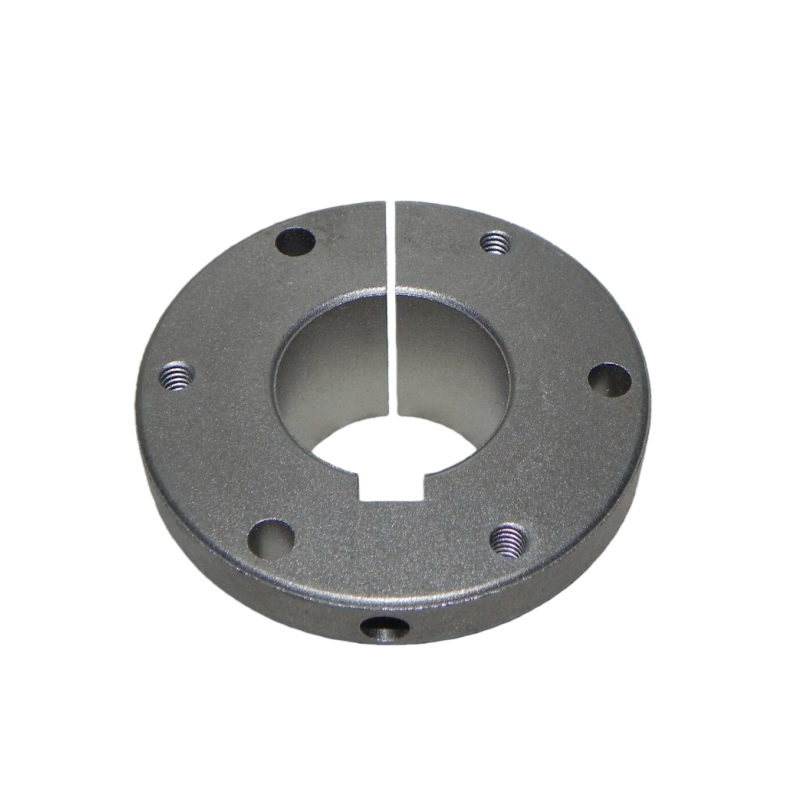
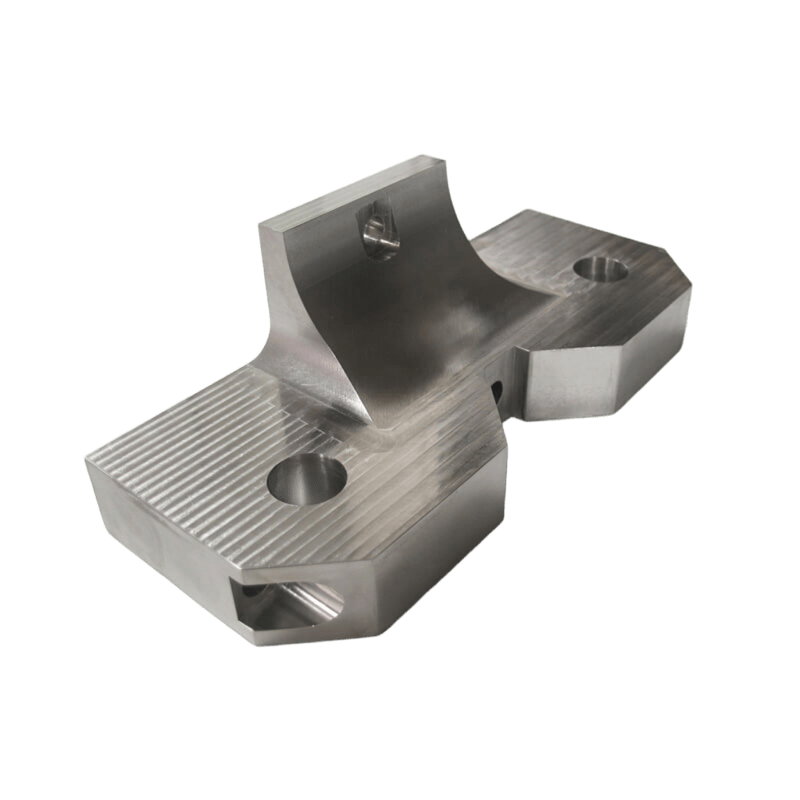
CNC加工
フライス加工、旋盤加工、後加工
3Dプリンティング
FDM、SLA、SLS、MJF
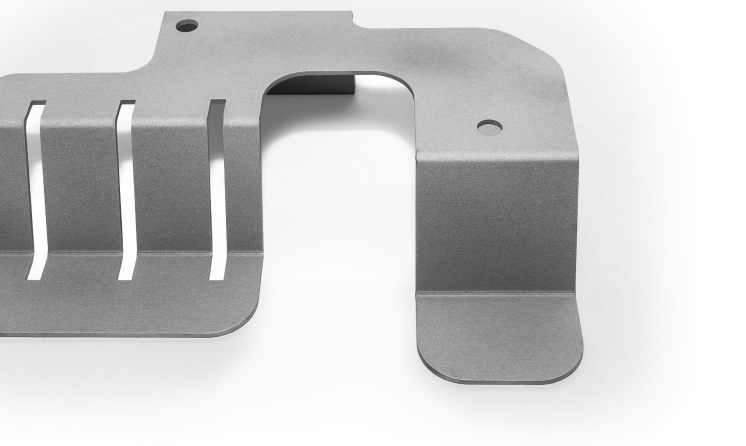
板金加工
レーザー切断、曲げ加工、後加工

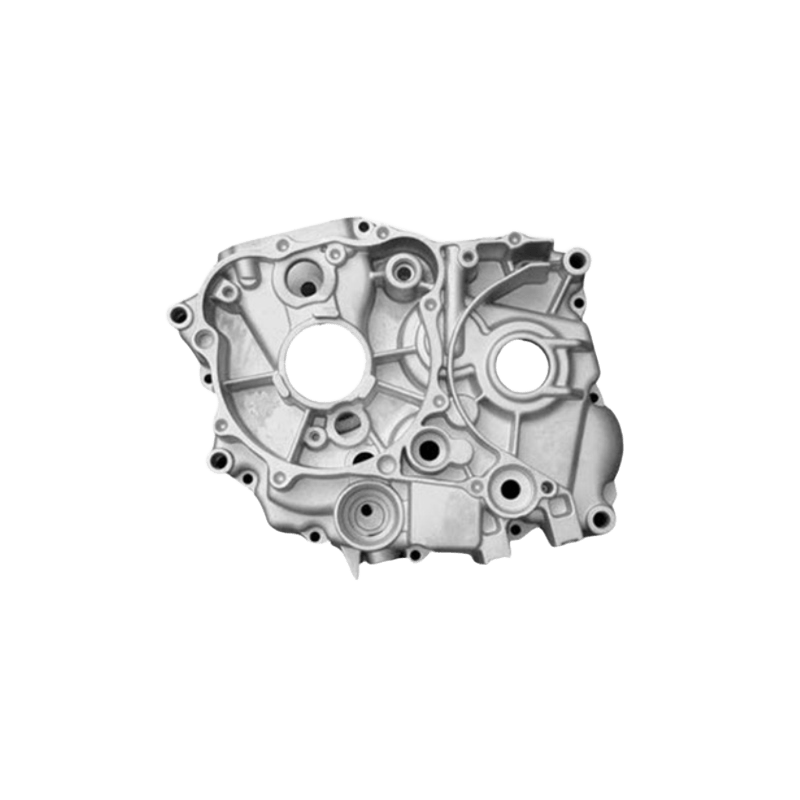
射出成形
プロトタイプと生産金型










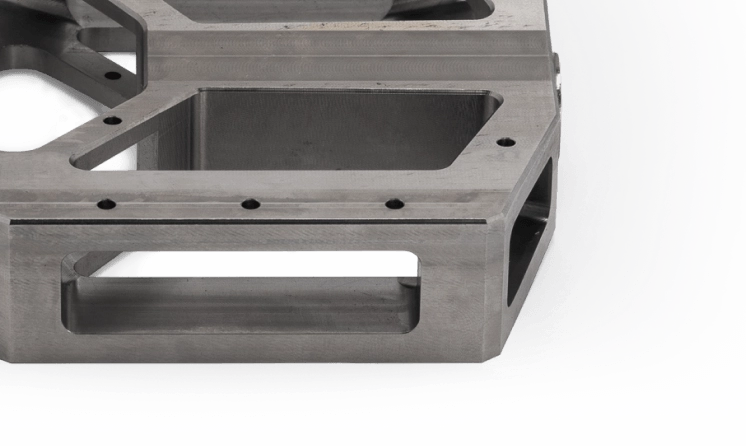
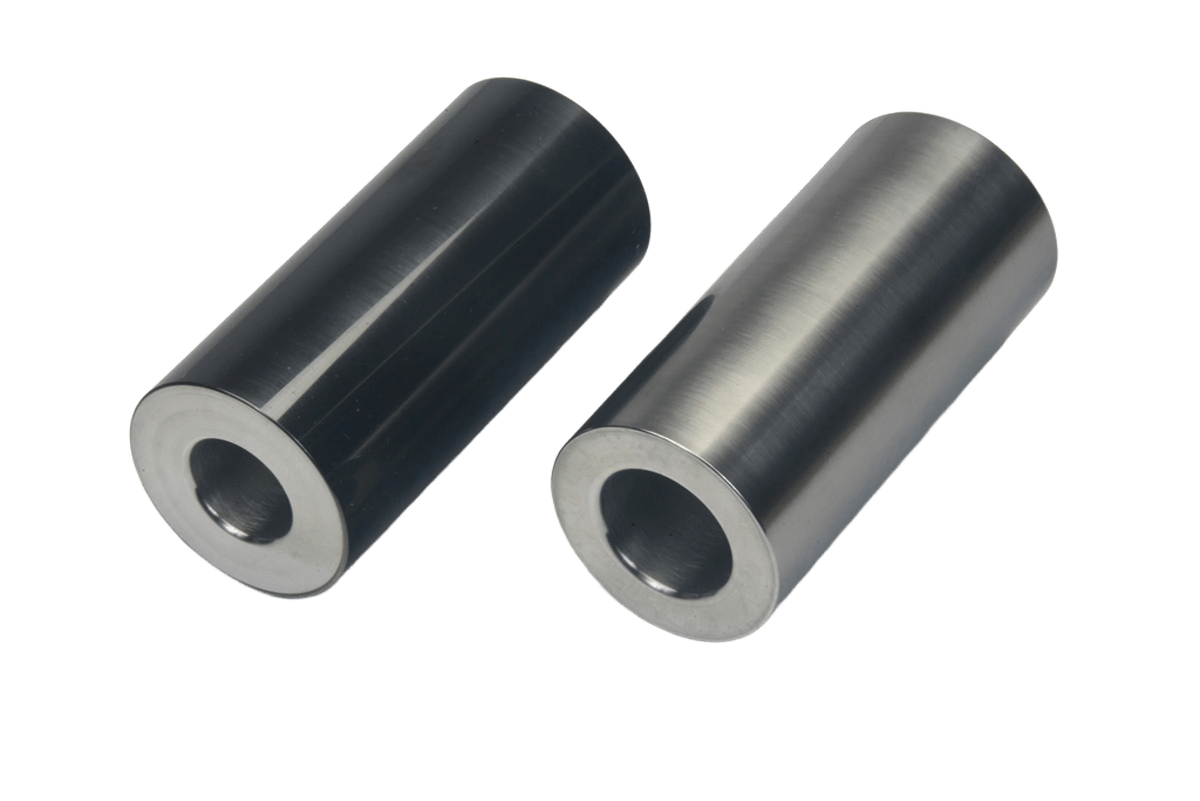
機械加工
Ra 3.2μm (126μin)
スムーズな加工
Ra 1.6μm (63μin)
研磨
Ra 0.8μm+
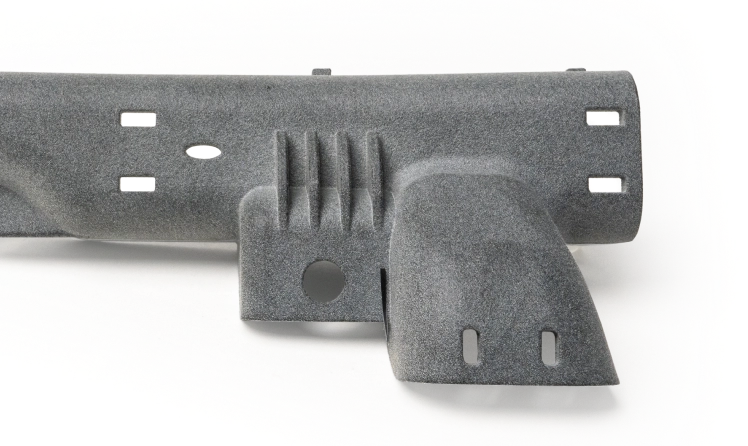
ビーズブラスト
可変

タンブルド
不鮮明

アルマイト・タイプII(マット)
ビーズブラスト・ベース

アルマイト・タイプII(光沢)
スムース・ベース

アルマイト・タイプIII(ハードコート)
ハイ・ウェア

パウダーコート
厚い体格
ブラックオキサイド
コンバージョン

クロメート(アロジン)
導電性

メッキ
機能的
DLCコーティング
プレミアム




経験豊富なプロフェッショナル
私たちの専門知識を駆使して、お客様の部品の製造性を精査し、材料や設計の最適化についてアドバイスし、お客様のニーズに合わせたコスト削減戦略を提供します。.

高精度
細心の精度にこだわり、常に厳しい仕様を満たす部品をお届けすることで、お客様のプロジェクトが完璧に遂行されることをお約束します。.

費用対効果の高いソリューション
最適化された生産工程と厳格なコスト管理により、品質に妥協することなく経済的な価格を実現し、30-50%の大幅な節約をご体験いただけます。.

品質保証
当社のISO 9001:2015認証取得企業は、SGS、RoHS認証、材料の真正性、お客様の安心のための詳細な検査報告書を通じて品質を保証します。.

優れたカスタマーサービス
最初のご相談から納品まで、そしてそれ以降も、お客様一人ひとりに合ったサービスとサポートをご提供し、スムーズなご体験をお約束します。.

迅速な納期
CNC機械加工部品の完全性や品質を損なうことなく、迅速な生産ターンアラウンドを提供するため、時間に制約のあるプロジェクトが得意です。.

サム
当社の創業者は30年にわたるCNCの経験を持ち、お客様の複雑な設計や機械加工の課題を解決することに専念しています。.
厳格なQCワークフロー
多段階の検査(IQC、IPQC、OQC)により、99%以上の合格率と、試作から生産まで一貫した品質を保証します。.
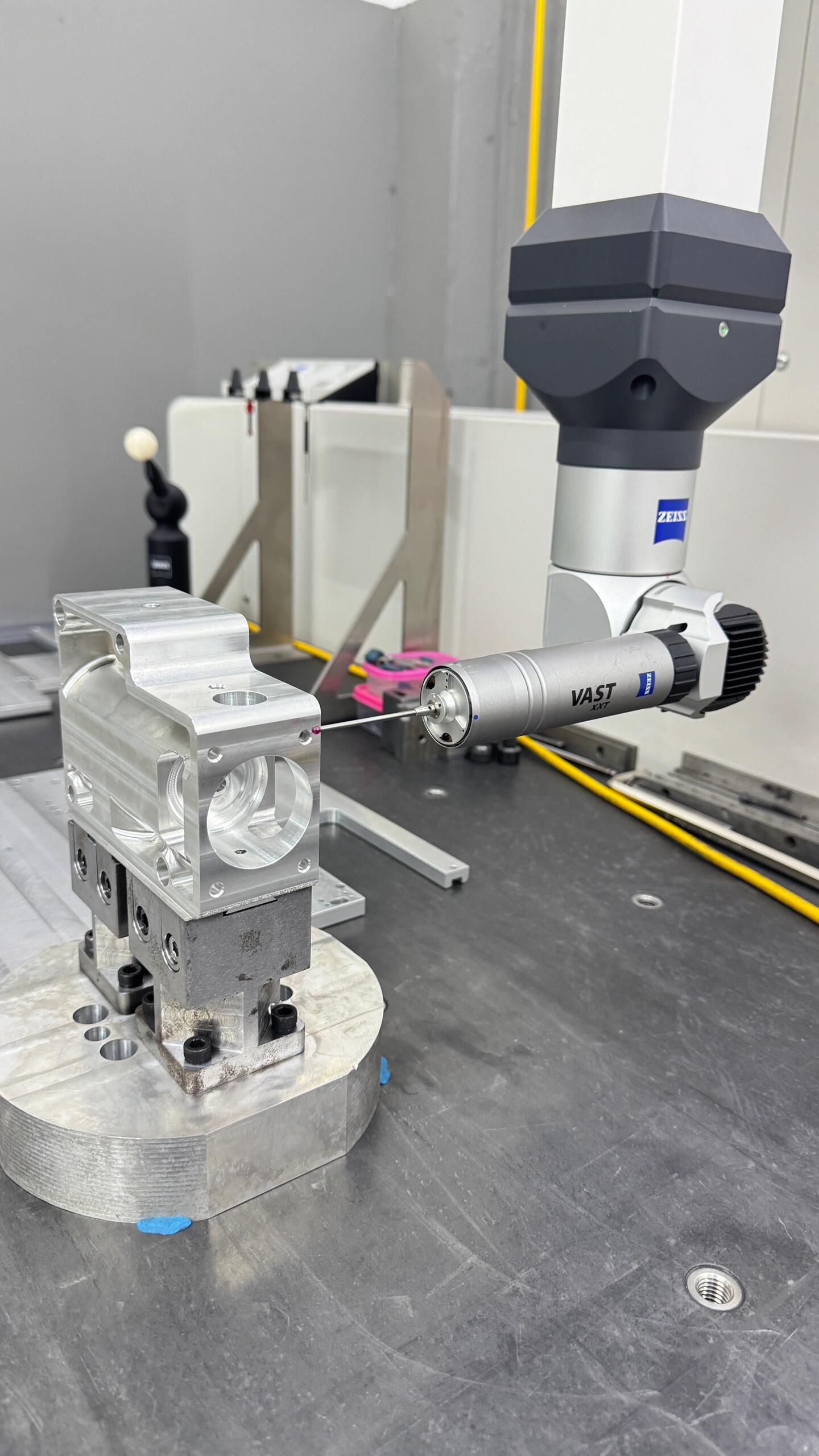
高度計測
CMM、プロジェクター、XRFスペクトロメーターを備え、±0.005mmの寸法と材料の真正性を科学的に検証。.
完全なトレーサビリティ
私たちは完全なデータパッケージを提供します:FAIレポート、材料証明書、RoHS適合証明書などのデータパッケージは、すべての出荷時に提供されます。.
認定パートナー
ISO 9001:2015認証取得。医療、自動車、ロボット分野のリーダーから信頼されています。.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}